An Application of Failure Mode and Effect Analysis on Improving Occupational Health and Safety Process of Marble Factories
Ersoy M1*, Eleren A2, Kayacan S3
1 AfyonKocatepe University, Department of Natural Stone Technology, Afyonkarahisar, Turkey.
2 Kastamonu University, Faculty of Economics and Administrative Sciences, Kastamonu, Turkey.
3 Mining Engineer, Kütahya, Turkey.
*Corresponding Author
Metin ERSOY,
Department of Natural Stone Technology,
AfyonKocatepe University, Afyonkarahisar, Turkey.
E-mail: metinersoy@aku.edu.tr
metinersoy@yandex.com
Received: January 16, 2017; Accepted: February 14, 2017; Published: February 16, 2017
Citation: Ersoy M, Eleren A, Kayacan S (2017) An Application of Failure Mode and Effect Analysis on Improving Occupational Health and Safety Process of Marble Factories. Int J Natural Disaster Health Secur. 4(1), 22-29. doi: dx.doi.org/10.19070/2572-7540-170005
Copyright: Ersoy M© 2017. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
Abstract
Marble excavation and processing are the most risky endeavors of the mining industry. Many precautions are taken to determine or prevent occupational accidents. Failure Mode and Effect Analysis (FMEA) is a risk assessment tool that can be easily applied to an occupational health and safety (OHS)-based improvement process. In this paper, marble processing techniques and failure mode effect analysis method were summarized, and a case study was performed in the marble processing plants of Afyonkarahisar, Turkey. The study tried to eliminate or improve primary risks by preparing an improvement program. The theoretical improvement was realized as 50.08% for the first period.
2.Introduction
3.Material and Method
3.1 Marble processing techniques and occupational hazards
3.2 Review of Failure Mode and Effect Analysis
3.3 Method
4.Result
5.Conclusion
6.References
Keywords
Occupational Health and Safety (OHS); Failure Mode and Effect Analysis (FMEA); Risks Analyzes; Process Improvement; Marble Factory.
Introduction
Marble and natural stone companies can be classified into two main groups: quarrying and processing. Quarrying produces marble as blocks by applying many methods. In processing, removed blocks from bedrock are first cut as slabs or strips then sized as tile, countertop, according to customer requirements [1, 2].
Occupational health and safety (OHS) is one of the most important issues throughout the world. Occupational accidents are inevitable due to the economic and social problems in work life, illiteracy, inexperience of workers and irresponsible employers [3]. Furthermore dealing with many uncontrollable parameters until handling natural materials makes mining one of the most hazardous parts of the industry [4]. Serious accidents occur during removing (cutting) the blocks from bedrock, and transporting and installing them. This is caused by the high tonnage due to the density of marbles or natural stones, and the requirement to produce them in blocks [5]. Recurring accidents include falling, crashing, trapping and losing a part of body or life [6-8]. Preventing occupational accidents is an important task of human resource management. Multifactorial interventions can be effective in decreasing occupational accidents [9]. Process analysis and improvement methods can be easily implemented for OHSbased improvement attempts. One of the methods, Failure mode and effect analysis (FMEA) is preferred due to its easiness of practical application and applicability to qualitative assessment [10].
When reviewing existing literature on the topic, there are many studies about FMEA, most of which are focused in product and process improvement. Some of the studies releated to FMEA are listed below;
• Legg, 1978, aimed to apply FMEA method to engineers [11].
• Kara et al., 1992, determined the risk importance [12].
• Gilchrist, 1993, aimed to evaluate the risks as they increase costs and cost analysis methods [13].
• Price, 1996, evaluated the risk generated in thermal systems [14].
• Vandenbrande, 1998, determined and evaluated the environmental risks of FMEA [15].
• Yılmaz, 2000, examined the use of FMEA in quality development problems [16].
• Houten& Kımura, 2000, used FMEA in developing imaginary products design and visual inspection system [17].
• Cristiano et al., 2000, studied the quality development model in product management [18].
• Sankar & Prabhu, 2001, ranked the risks according to importance level [19].
• Price & Taylor, 2002, showed how approximate failure rates for components can be used to select the most likely combinations of failures for automated investigation using simulation [20].
• Scipioni et al., 2002, implemented FMEA on increasing operational performance with HACCP in production cycle and integrated an Italian food company [21].
• Baykasoğlu et al., 2003, described a FMEA application which was performed in a mid-sized enterprize in Gaziantep and specified the practical difficulties [22].
• Seung & Kosuke, 2003, studied the application FMEA to cost based production process [23].
• Eryürek & Tanyaş, 2003, have ranked how risks increase the costs with ELECTRE and attempted to reduce them using FMEA [24].
• Erginel, 2004, studied an evaluation of consumer expectations by AHP method and then integrated FMEA [25].
• Teoh & Case, 2004, used FMEA while analyzing knowledge based models and made a software design [26].
• Atmaca & Keskin 2005, searched FMEA applicability with statistical studies to develop quality management systems in the automotive sector [27].
• Kılıç, 2005, examined FMEA as a method for occupational health and safety management systems [28].
• Zapanta et al., 2005, detailed the feasible methods of technology education to develop an ideal and successful process and identified one of them as FMEA [29].
• Casanelli et al., 2006, applied ordinary FMEA during the design phase of an electric motor control system for vehicle HVAC (Heating/Ventilation/Air Conditioning) [30].
• Chin et al., 2009, proposed a FMEA which uses data envelopment analysis (DEA) and measures the maximum and minimum risks of each failure mode [31].
• Chiozza & Ponzetti, 2009, described the main steps of the FMEA process and reviewed data available on the application of this technique to laboratory medicine [32].
• Ersoy, Eleren & Şimşek, 2009, applied FMEA to improve work safety based process in marble quarries of Iscehisar, Turkey [2].
• Eleren & Ersoy, 2011, compared the diamond wire and chain saw machines in marble quarries by using FMEA [33].
• Liu et al., 2012, proposed a fuzzy FMEA based on fuzzy set theory and VIKOR method for prioritization of failure modes, specifically intended to address some limitations of the traditional FMEA [34].
• Sellappan & Palanikumar, 2013, attempted to develop a new RPN prioritization method and evaluated by case studies and statistical analysis techniques [35].
• Çiçek & Çelik, 2013, studied the advantages of the failure modes and effects analysis (FMEA) to adapt innovative marine technologies integrated with the operational aspects in order to prevent crankcase explosion failure on board ships [36].
• Kurt & Özilgen, 2013, applied FMEA for the risk analysis of six dairy products that are widely consumed in Turkey [37].
• Liu et al., 2013, reviewed 75 FMEA papers published between 1992 and 2012 in various international journals [38].
The literature review indicates that there are no studies about the application of FMEA in marble factories. So this study aims to present the improvement process of OHS-based studies for marble processing. First, marble processing techniques and FMEA are summarized, then a case study was performed on the marble processing plants in Afyonkarahisar, Turkey.
Material and Method
The frame of the study was formed as occupational hazards while processing marble, determination of the most risky stages by FMEA and preparing an improvement program.
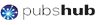
Generally, the marble and natural stone blocks with a uniform geometrical shape and greater volume are selected for production slabs in gangsaw or multiwire machines. The others with smaller volume and irregular shape are selected for strip or tile production in block cutter machines.
In marble strip production, the blocks are sliced to 2-4 cm thickness with 30-60 cm width using block cutters and lengths are determined by head cutting machine. Some are sent to the market as semi finished strip and the others are proceed to the reinforcement and/or polishing process. The strips can be sold as polished strips after calibrating and polishing by a narrowboat polish machine, or can be taken to the tile production line. At first, the strips selected for tile production are divided into pairs by cutting their thickness to obtain 1-2 cm thickness with a traversal or longitudinal cutting machine. At the tile line, they are filled and reinforced using certain chemicals and sized between 30x30 to 40x40 by a multidisc cutting machine. Then they are taken to the edge processing machine to adjust the borders. Finally the polished tiles ready for sale. Another way to produce tile is by using slabs which are cut by a gangsaw machine. The slaps are sized to fit the tile line using bridge cutting or multidisc cutting machines and then taken through the same process.
In marble slab production, the blocks are fixed to trolleys and all surfaces except the bottom are trimmed by single blade dressing or monowire machines. The blocks which have discontunity or cracks are taken to the block reinforcement operation and then they are divided to slabs by agangsaw or multiwire cutting machines. At this phase there are four options for slabs. The first one is to sell if as a semi finished product. The second is taking to polish with a wideband polish machine or sizing with a bridge cutting machine and selling as undimensioned polished or honed product. The third is to take to get polished and sized and sell it as a dimensioned polished product. The last is sent it to tile line.
A flow diagram of an ordinary marble factory is given in Figure 1.
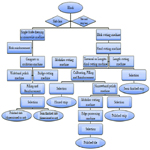
Figure 1. Flow Diagram of Marble Processing.
At the all stage of the marble prosess, many accident can be occurred. The suddenly appeared occupational accidents can cause physical and psychological damage. The probability and severity of accidents can be reduce by examining the process entirely before it happens. However, the perception of people who determine the risks may be different. So the success of determining the risk points and severities depends on the knowledge and experience of the prediction team members. Another factor of analysis is statistical data. Previous accidents and their locations, frequencies and results must be documented [33]. Some of the probable occupational accident risk points and reasons in marble factories are listed below.
Hazards in block and produckt stock areas:
• Untidy stacking the blocks may cause shifting during loading and unloading operations.
• Loading and unloading operations are performed using bridge crane. The operation can be summarized as wrapping the block with steel rope, lifting, and transporting. The block may begin shaking and crash into the surrounding workers due to a fast-moving crane or windy weather.
• The steel rope used in block transportation may break and cause severe ancidents if it is old or faulty.
• Product transpotation is completed by crane or forklifts. A crane is used in closed areas and may cause accidents by crashing into objects or workers. Forklifts are used in both open and closed areas. Forklift transportation may cause accidents when product falls due to overloading or improper loading.
• Not fixing the slabs on palettes in a vertical position may cause them to slide or overturn, and workers standing close get injured by trapp under them.
Hazards in using gangsaw machines:
• A gangsaw machine cuts the blocks with blades and water, so the atmosphere is very humid and dusty. These conditions may cause the respiratory system damages.
• When a gangsaw is running, vibration occurs. Some neurological problems may be observed among workers who experience vibration for a long time.
• The blocks unfixed to trolleys may slide, and the broken slab scan cause damages to the gangsaw machine, i.e. bending the blades.
• The block or machine may be damaged due to some slabs breaking by discontinuites or cracks in the blocks.
Hazards in using blockcutter machines:
• The work area is dusty, noisy and humid. This condition might cause some occupational illness such as deafness, respiratory system damages.
• During the cutting operation, some ruptured pieces may spread around the work area and cause injuries.
• When cutting with the blockcutter, the block is usually not fixed to the trolley because of the low tension between the block and machine. When the cutting operation nears the end, the block slides because of its inadequate weight then the circular saw is skewed.
• Strips that are cut by the blockcutter are manually carried to the head cutting machine by workers. During this action, the ground is wet and slippery. Therefore, the workers may slip and fall.
Hazards in using the dimensioning machines:
• The workers may get an occupational illness because the work area of the dimensioning machines is dusty, noisy and humid.
• Most of the operation is done manually, can cause skeletal problems to the worker.
• Shards of marble may spread around and cause injures during the dimensioning process.
• The careless workers may cut himself.
Hazards in using the polishing machines:
• When polishing, the feeding and taking strips and slabs is performed manually and may cause skeletal damage to workers.
• The rotating parts of the belt conveyor may catch the workers clothes and cause serious accidents.
• The reinforcement operation of blocks, slabs and strips are performed manually using chemicals. The chemicals may cause occupational illness or/and accidents.
Hazards in water purification:
• In the factories which use filterpress for water purification, compressed marble mud (cake) are dropped into a truck standing under the filterpress. Some accidents happen when the trucks maneuver around the areas.
• In the factories used sedimentation pools for purification water, workers can fall into the pool and be drown because of insufficient measures.
• The cleaning of the sedimentation pool is performed manually by workers. If the pool is not completey emptied, the workers may slip, fall or suffocate.
• When the top of the water canals containing dirty water are open, workers may fall or drop somethings into the canal.
The hazards listed above are the most fragment sources of accidents. There are many preventative measures that can be applied. In this study the risk points in marble factories were determined and an improvement program was designed using failure mode and effect analysis method.
The FMEA methodology was developed and implemented for the first time in 1949 by the United States Army [21]. Then first developed as a formal design methodology in the 1960s by the aerospace industry [39], has proven to be a useful and powerful tool in assessing potential failures and preventing them from occurring [19]. FMEA is an analysis technique for defining, identifying and eliminating known and/or potential failures, problems, errors and so on from system, design, process and/or service before they reach the customer [40]. FMEA is an important technique to enhance the reliability and safety of complex systems and is intended to provide information for making risk management decisions. When it is used for a criticality analysis, it is also referred to as failure mode, effects and criticality analysis (FMECA) [34], 38]. FMEA is a systematic process meant for reliability analysis [21,41], and mainly focuses on failures without outdated over time. Therefore, FMEA repetition during all process stages at all time periods is very important to extract failures.
FMEA implementation stages can be divided into 3 groups as follows: preparation, analysis (system, process, product) and evaluation of outcomes.
An exemplary process of FMEA is applied in the following order:
• Determination of the functions (or system, process stages, product categories).
• Determination of the failures and their possibility (P), severity (S) and detectability (D).
• Calculation of the risk priority numbers (RPN) by multiplying or gathering the possibility, severity and detectability of the
failures (RPN=PxSxD).
• Sequencing the risk priority numbers from largest to smallest (RRN).
• Taking the measures to reduce the risks.
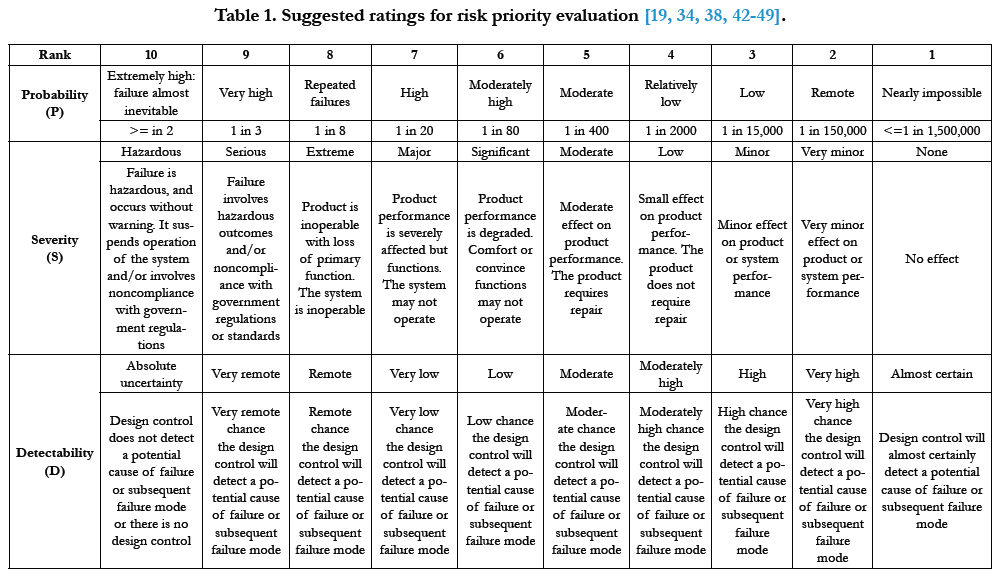
The risk priority evaluation table given in Table 1, was used to determine the possibility, severity and detectability of failures.
The study is performed on a table and its purpose was not only risk analysis but also further development or improvement of the process. The following components are including the process improvement table;
• Function analysis: The stages and sections of the products or process which will be examined are noted. All stages and sections are defined to show sequentially.
• Risk analysis: Determined failures and risks by calculating and sequencing risk priority numbers.
• Corrective measures: First, measures against the risks are described and the requirements are listed. Then the weights are calculated for each function by dividing quantity of RPN by total RPN to determine the measures and make improving.
• Re-risk analysis: The RPN are re-calculated for the improved process by repeating risk analysis and are compared with the past RPN. In this way, the percentage of improvement or achievement can be calculated.
According to the results of FMEA, the manager tries to eliminate or improve with regards outside factors such as cost, time or labor. A task program is prepared for this purpose and duties are delivered to the improvement team members. The improvement program is cyclical. It aims to reach the perfection through a repeating process for each term or period.
The aim of this study is the idenfication and ranking by priority the failures which threaten occupational health and safety and preparation for process improvement. This study was limited to the accident records of the marble processing factories in Afyonkarahisar province, Turkey, for the last five years (Figure 2). Failure mode and effect analysis method was used in analysing and determining failures.
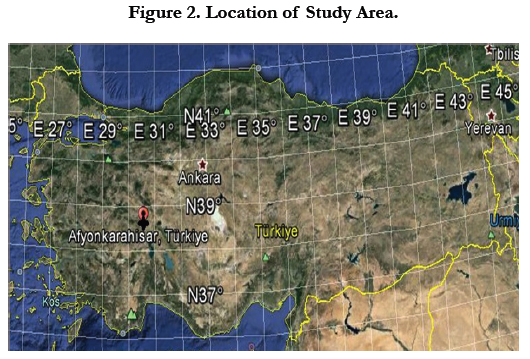

Figure 2. Location of Study Area.
The FMEA table which is basis of the application was prepared by a decision maker. The main data source was a survey results in the preparation of the table. The survey was conducted with 18 marble processing factories in Afyonkarahisar and consisted of 48 questions related to occupational accidents and illness during marble processing. The averages of the occupational health experts’ decisions in these factories were used in FMEA table after completing to integer numbers. These data was studied to identify the process, failures and the solution proposals by determining the parameters which are used in risk priority number (RPN) calculation, i.e. possibility (P), severity (S), detectability (D).
Application consisted of four stages;
• Identification of the marble processing process and subprocess by function analysis.
• Identification of the risk factors by risk analysis.
• Determination of the possibility, severity, detectability with qualitative values between 1 and 10, then calculation of the risk priority number by multiplying these three values.
• Obtaining the risk ranking of the functions according to their RPN step by step or the proportion in total RPN of the entire process.
Result
Results of FMEA table was given in Appendix 1. According to Appendix 1 the sum of RPN was calculated as 1453 at the beginning of improvement. Improvement aims to decrease the total RPN to minimal level. To reach the goal many methods can be used according to the priorities of factory such as cost, abilities, and legal requirements.
In this paper, the table given in Appendix 1 was evaluated in two methods;
• All failure modes were ranked by their RPN and evaluated from maximum to mininimum (RRN1).
• The proportions of all process failures to total RPN were ranked and evaluated as their importance level (RRN2).
When the first method was used, the study is connecting determine the most important risks and improve the conditions based on their importance levels. In this study, it was seen that the RPN changed between 1 and 162 when all processes were independent evaluated. The “block unloading in block stock area” process was highest with point 162. It was followed by “loading the block to the trolley in the preparation stage of strip cutting” process (144) and “loading the blocks to the trolley in the preparation stage of slab cutting” process (128).
In the second method, the purpose was to determine the weight of main processes risks in total risk weight. The first place at the risk order was “indoor departments” with 27.19%. The “slab sizing and polishing” process followed with 21.20% and the “cutting slabs” process with 15.7%.
The improving stages can be performed as an important base step by step, as stages based stage by stage and as a sub-process base the whole process. It might be impossible to reduce or correct all of the risks in a term due to company abilities, cost or time. In this study, the step by step method was accepted and the first 10 process were selected for improvements for the first period based on their weights and company abilities such as cost and time. During the selection, similar processes under the others with lower risk weights were grouped and added to the first improvement period. The causes of accident risks, planned measures and obtained gains after the improvement period are listed in Table 2.
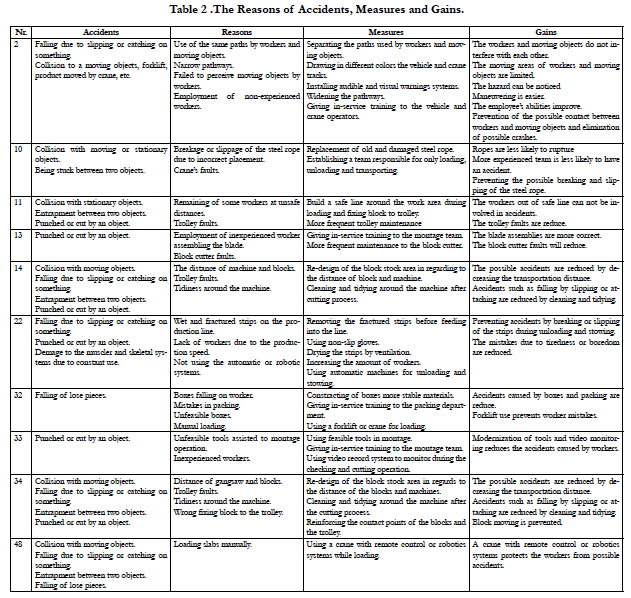

Table 2 .The Reasons of Accidents, Measures and Gains.
The selected and determined risks given in Table 2 and Table 3 constitute the first period of the improvement program. In this stage, the theorical improvement rate can be calculated by dividing “total RPN after improvement” by “total RPN before improvement”. According to this study, the theoretical improvement was realized as ([1453-715]/1453) 50.08% for the first period.
The risk sequencing, risk prority numbers, and improvement rates at before and after the improvement period for the most risky 10 points are given in Table 3.
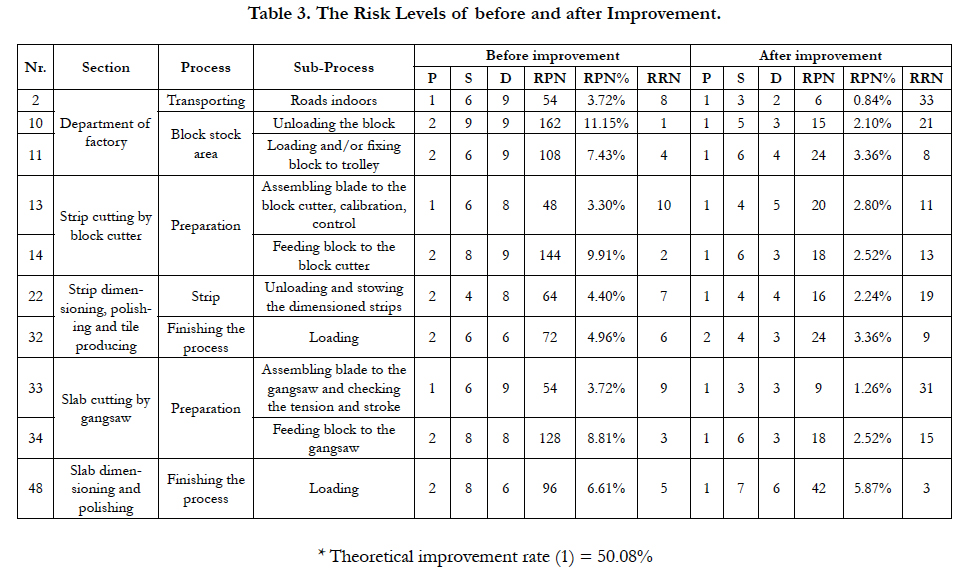
Table 3. The Risk Levels of before and after Improvement.
Conclusion
The failure mode and effect analysis method can easily be applied to the system for beneficial outcomes during the first stage of product, service, system and process improvement and development.
The provision of occupational health and safety in companies is more important because it increases the value of human life. Furthermore, a company’s performance or productivity especially labor productivity can be increased by ensuring occupational health and safety and minimizing, probable accidents and ailments. Thus the companies can also be rid of the negative consequences of accidents fatal or injuries such as ecomic, moral or criminal consequences.
Researchers examined the marble processing process which contains very important risks such as occupational accidents. In order to determine and evaluate the risks, the failure mode and effect analysis method was applied and ten most important risks were selected according to their damages. The first three risks were “block unloading in block stock area” process, “loading block to the trolley in the preparation stage of strip cutting” process, “loading block to the trolley in the preparation stage of slab cutting” process. After that researchers moved to the improvement stage based on occupational health and safety. The measures required for eliminating and reducing of the first ten risks were determined. As a result of the improvement period, the new risk priority numbers and ranks were determined by repreparing the FMEA table. At the new table, other risks took of priority because the previously important risks were reduced. The theoretical improvement was 50.08% for the first step. Thus, the first period built a background for the next improvement periods.
In this way the marble processing process in marble factories will be safer in regards to occupational health and safety by repeating these periods until all risks are reduced to unimportant levels. As a result of this process, the value of human life, productivity due to less work place accidents, and profitability will increase.
References
- Eleren A, Ersoy M (2007) Evaluation of Marble Extraction Methods By Using Fuzzy Topsis Method. J Mining, Chamber of Mining Engineers of Turkey. 46(3): 9-22.
- Ersoy M, Eleren A, Şimşek Ş (2009) Work Safety and Health Based Process Improvement Analysis by Using FMEA in Marble Quarry Works. J Mining. 48(3): 19-32.
- Torun M, Doğan HC (2007) Occupitional Accident Statistics in Turkey, Mining Accidents and Comparative Evaluation. Symposium of Occupational Health and Safety in Mining. Chamber of Mining Engineers of Turkey. 1-10.
- Yarahmadi R, Bagherpour R, Khademian A (2014) Safety risk assessment of Iran’s dimension stone quarries (Exploited by diamond wire cutting method). Safety Science. 63: 146-150.
- Ersoy M (2013) The role of occupational safety measures on reducing accidents in marble quarries of Iscehisar region. Safety science. 57: 293-302.
- Şimşek Ş (2008) Investigation of the Risk points in Marble Quarries. Department of Mining Engineering, AfyonKocatepe University, 106.
- Kayacan S (2009) Investigation of the Risk points in Marble Plants, Department of Mining Engineering, AfyonKocatepe University, 115.
- Poursadeghiyan M, Omidi L, Hami M, Raei M, Biglari H (2016) Epidemiology of fatal and non-fatal industrial accidents in Khorasan Razavi Province, Iran. Int J Tropical Med. 11(5): 170-174.
- Rahmani A, Khadem M, Madreseh E, Aghaei H-A, Raei M, et al., (2016) Descriptive Study of Occupational Accidents and their Causes among Electricity Distribution Company Workers at an Eight-year Period in Iran. Saf Health Work. 4(3): 160-165.
- Eleren A (2007) Application of Failure Mode and Effect Analysis Method in the Worker Health and Work Safety Focused Processes. The 4th Productivity and KOBI (Small and Mid-Sized Enterprises) Congress, Istanbul Culture University. 485-494.
- Legg JM (1978) Computerized approach for matrix-form FMEA. IEE Transactions on Reliability. R-R-27(4): 254-257.
- Kara ZC, Keller AZ, Fleming PV (1992) A smart failure mode and effect analysis package. Proceedings of Annual Reliability and Maintainability Symposium. 414-421.
- Gilchrist W (1993) Modeling failure mode and effect analysis. IJQR. 10(5): 16-23.
- Price CJ (1996) Effortless incremental design FMEA. Proceeding Annual Reliability and Maintainability Symposium, International Symposium on Product Quality and Integrity. 43-47.
- Vandenbrande WW (1998) How to use FMEA to reduce the size of your quality toolbox. Quality Progress. 31(11): 97-100.
- Yılmaz BS (2000) Failure Mode and Effect Analsis. The Journal of Economics and Administrative Sciences Institute, DokuzEylül University. 2(4): 132-150.
- Houten FAJM, Kimura FA (2000) Virtual maintenance system: A computer- based support tool for robust design, product monitoring, fault diagnosis and maintenance planning. Cirp Annals. Manufact Technol. 49(1): 91-94.
- Cristiano BM, Rozenfeld H, Omokawa R (2000) Development of a concurrent engineering education environment. Int J Comput Integrated Manuf. 13(6): 475-482.
- Sankar N, Prabhu (2001) Modified approach for prioritization of failures in a system failure mode and Effects Analysis. IJQRM. 18(3): 324-335.
- Price CJ, Taylor NS (2002) Automated multiple failure FMEA" Reliab Eng Syst Safe. 76(1): 1-10.
- Scipioni A, Saccarola G, Centazzo A, Arena F (2002) FMEA methodology design, implementation and integration with HACCP system in a food company. Food Control. 13(8): 495-501.
- Baykasoğlu A, Dereli T, Yılankıran N, Yılankıran A (2003) Failure Mode and Effect Analysis (FMEA) and Application of A Mid-Sized Company in Gaziantep. The 2nd Machine Design and Manufacturing Congress, Chamber of Machine Engineers of Turkey. 156-163.
- Seung JR, Kosuke I (2003) Using cost based FMEA to enhance reliability and serviceability. Adv Eng Inform. 17(3-4): 179–188.
- Eryürek Ö, Tanyaş M (2003) A New Approach Focused Cost in Failure Mode and Effect Analysis. J Istanbul Technical University. 2(6): 31-40.
- Erginel MN (2004) A Model Application for the Efficiency of Design Faulire Mode and Effect Analysis. J Industrial Engineering, Chamber of Machine Engineering. 15(3): 17-26.
- Teoh PC, Case K (2004) Failure Modes And Effects Analysis Through Knowledge Modelling. J Mater Process Technol. 154(1): 253-260.
- Atmaca E, Kekin H (2005) The Competitive Advatages of TS16949 Quality Management System in Bursa Automotive Sector. The 5th National Symposium of Production Investigations, Istanbul Commerce University. 209-214.
- Kılıç Ö (2005) Occupitional Health and Safety Management and Risk Assesment Metodologies. Turkish Confederation of Employers' Unions Press: 246, 244.
- Zapanta CM, Snyder AJ, Weiss WJ, Cleary TJ, Reibson JD, et al., (2005) Durability testing of a completely implantable electric total artificial heart. Asaio J. 51(3): 214-223.
- Casanelli G, Mura G, Fantini F, Vanzi M, Plano B (2006) Failure Analysisassisted FMEA. Microelectronics Reliability. 46(9-11): 1795-1799.
- Chin KS, Wang YM, Poon GKK, Yang JB (2009) Failure mode and effects analysis by data envelopment analysis. Deci Supp Syst. 48(1): 246-256.
- Chiozza ML, Ponzetti C (2009) FMEA: A model for reducing medical errors. Clin Chim Acta. 404(1): 75-78.
- Eleren A, Ersoy M (2011) Aplication of Failure Modes and Effects Analysis Method (FMEA) on Comparing Work Safety of Diamond Wire and Chain Saw Cutting Methods in Marble Quarries. J Science, Turkish Sci Res Found. 4(1): 9-19.
- Liu H-C, Liu L, Liu N, Mao L-X, (2012) Risk evaluation in failure mode and effects analysis with extended VIKOR method under fuzzy environment. Exp Syst Appli. 39(17): 12926-12934.
- Sellappan N, Palanikumar K (2013) Modified Prioritization Methodology for Risk Priority Number in Failure Mode and Effects Analysis. Int J Applied Sci Technol. 3(4): 27-36.
- Çiçek K, Çelik M (2013) Application of failure modes and effects analysis to main engine crankcase explosion failure on-board ship. Safe Sci. 51(1): 6-10.
- Kurt L, Özilgen S (2013) Failure mode and effect analysis for dairy product manufacturing: Practical safety improvement action plan with cases from Turkey. Safe Sci. 55: 195-206.
- Liu H-C, Liu L, Liu N (2013) Risk evaluation approaches in failure mode and effects analysis: A literature review. Exp syst Appl. 40(2): 828-838.
- Bowles JB, Peláez CE (1995) Fuzzy logic prioritization of failures in a system failure mode, effects and criticality analysis. Reliab Eng Syst Safe. 50(2):203–213.
- Stamatis DH (1995) Failure mode and effect analysis: FMEA from theory to execution”, New York: ASQC Press, 455.
- Elliott James B (1998) Risk analysis: two tools you can use to assure product safety and reliability. The Validation Consultant.
- Ford Motor Company (1998) Potential failure mode and effects analysis (FMEA) reference manual.
- Seyed-Hosseini SM, Safaei N, Asgharpour MJ (2006) Reprioritization of failures in a system failure mode and effects analysis by decision making trial and evaluation laboratory technique. Reliab Eng Syst Safe. 91(8): 872–881.
- Chang KH (2009) Evaluate the orderings of risk for failure problems using a more general RPN methodology. Microelect Reliab. 49(12): 1586–1596.
- Chang DS, Sun KLP (2009) Applying DEA to enhance assessment capability of FMEA. Int J Quality Reliab Manage. 26(6): 629–643.
- Chang KH, Cheng CH (2010) A risk assessment methodology using intuitionistic fuzzy set in FMEA. Int J Syst Sci. 41(12): 1457–1471.
- Chang KH, Wen TC (2010 ) A novel efficient approach for DFMEA combining 2-tuple and the OWA operator. Exp Syst Appl. 37(3): 2362–2370.
- Chang KH, Cheng CH, Chang YC (2010) Reprioritization of failures in a silane supply system using an intuitionistic fuzzy set ranking technique. Soft Comput. 14(3): 285–298.
- Akın B (1998) Failure Mode and Effect Analysis Application of ISO 9000 in Companies. Science and Technic Press, İstanbul, Turkey, 182.