Food Additives and Food Processing Aids: The Role, Function And Future Research Need of Industrial Food Biotechnology
Melaku Tafese Awulachew*
Food Science and Nutrition Research, Ethiopian Institute of Agricultural Research, Addis Ababa, Ethiopia.
*Corresponding Author
Melaku Tafese Awulachew,
Food Science and Nutrition Research, Ethiopian Institute of Agricultural Research, Addis Ababa, Ethiopia.
Tel: 0924621018
E-mail: melakutafese12@gmail.com
Received: February 04, 2022; Accepted: February 25, 2022; Published: February 26, 2022
Citation: Melaku Tafese Awulachew. Food Additives and Food Processing Aids: The Role, Function And Future Research Need of Industrial Food Biotechnology. Int J Med Biotechnol Genetics. 2021;8(11):73-82. doi: dx.doi.org/10.19070/2379-1020-2200012
Copyright: Melaku Tafese Awulachew© 2021. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
Abstract
Biotechnology is a branch of science concerned with the utilization of various living organisms in the creation of useful
products.Food biotechnology provides better resource utilization rate and reduces environmental pollution by treating food
processing wastes through fermentation and enzymatic engineering. Food processing as an aspect of biotechnology targets
the selection and improvement of microbes. The essence is to improve the process of enhancing efficiency, quality, safety,
and consistency of bioprocessed products. In recent years, the application has been observed in the fields of flavor alteration,
food additives, and the development of a wide range of value-added products. Industrial food biotechnology has ushered in
significant improvements in food processing, is flavor enhancement and vaccine development, allowing for the creation of
goods with increased shelf life and nutritional value.Oxidants/reductants, emulsifiers, hydrocolloids, colorants, and preservatives
were the most commonly utilized additions. Enzymes, Free Flowing Agents, and antifoams are the most common processing
aids.Food additives are used either to facilitate or complement a wide variety of production methods in the modern
food supply and whereas, a processing aid is a substance used in the production of processed food, and which may end up in
the finished product, but which is not required to be labeled on the food product. Food processing aid as a substance that is
used for a technical effect during food processing or manufacture/facilitating the production process but, unlike food additives,
its use does not affect the intrinsic characteristics of the food and it results in no or negligible residues of the substance
or its by-products in or on the finished food.
2.Introduction
3.Methods
4.Result
5.Discussion
6.Conclusion
7.References
Keywords
Biotechnology; Food Additives; Food Processing Aids; Food Processing; Future Research Need.
Introduction
The role of industrial food biotechnology in food industry has
a wide range of technologies that are being used for food processing
in several countries in the world especially in developing
countries. Among such technologies are dehydration, dying,
freezing, canning, vacuum packing, sugar crystallization, enzyme
production, probiotics, and osmo-dehydration to mention but a
few. Through domestication and agricultural activities of breeding
and selection of plants, new food crops that permit fabrication
of safer, healthier, tastier, nutritional, and edible food items
were developed [14].
Food biotechnology provides better resource utilization rate and
reduces environmental pollution by treating food processing
wastes through fermentation and enzymatic engineering. Food
processing as an aspect of biotechnology targets the selection
and improvement of microbes. The essence is to improve the
process of enhancing efficiency, quality, safety, and consistency of
bioprocessed products [20]. The process uses various biotechnological
tools and technologies to transform perishable raw ingredients
or inedible raw food materials into more palatable foods,
useful shelf stable with long shelf life and potable beverages [18].
Through the use of modern biotechnology in the food industry,
reduction of food losses has not only made possible, but the efficiency
of food quality has also been improved.
Food additives are defined in European legislation as �any substance
not normally consumed as a food in itself and not normally
used as a characteristic ingredient of food, whether or not it
has nutritive value, the intentional addition of which to a food for
a technological purpose in the manufacture, processing, preparation, treatment, packaging, transport or storage of such food
results, or may be reasonably expected to result, in it or its byproducts
becoming directly or indirectly a component of such
foods�( Directive 89/107/EEC,1989;[2, 12].
Food additives are used either to facilitate or complement a wide
variety of production methods in the modern food supply. Their
two most basic functions are that they either make food safer by
preserving it from bacteria and preventing oxidation and other
chemical changes, or they make food look or taste better or feel
more pleasing in the mouth. The use of additives in food preservation
is, not surprisingly, one of the oldest traditions. Our for
bears may not have thought of saltpetre, used as a curing agent,
or vinegar (acetic acid) as additives, but they would have been the
mainstay for ensuring a longer-term supply of precious perishable
foods. Salt, though not an additive by the modern definition, was
the other essential.
Food additives known as the additives �framework� Directive,
this Directive also defines processing aids as �any substance not
consumed as a food ingredient by itself, intentionally used in the
processing of raw materials, foods or their ingredients, to fulfil
a certain technological purpose during treatment or processing,
and which may result in the unintentional but technically unavoidable
presence of residues of the substance or its derivatives
in the final product, provided that these residues do not present
any health risk and do not have any technological effect on the
finished product.�
A processing aid is a substance that assists in certain technical
aspects of food production in the manufacturing process. Specific
examples of processing aids include antimicrobial agents used in
meat processing, filter aids to process oils and beverages, and enzymes
to enhance bread dough functionality. Processing aids are
generally not required to be declared as an ingredient on a food
packaging label, although use of a processing aid that contains a
priority allergen or has animal origins may require proper labeling
as to not inadvertently expose individuals with dietary restrictions
to such substances [3]. Since it is not always practical or possible
to remove the processing aid after it accomplishes its intended
purpose, the CAC acknowledges that use of a processing aid can
unintentionally introduce a �residue� into the final processed
material [22]. Because of this possible unintentional introduction
of chemical components, it is important to understand the
downstream effects of using a processing aid and to determine
the concentrations of any substances remaining in the food from
processing. Therefore, the objective of this review paper is to
overview the role of Industrial Food Biotechnology for food additives
and food processing aids.
Food Additives In Industrial Food Biotechnology: An Overview
Roles of food additives
Food additives play a vital role in today�s food supply. They allow
the people to have a variety of foods year-round. And, they make
possible an array of convenience foods without the inconvenience
of daily shopping. Food additives perform a variety of useful
functions in foods that are often taken for granted. Since, most
people no longer live on farms, additives help keep food wholesome
and appealing while route to markets sometimes thousands
of miles away from where it is grown or manufactured. Additives
also improve the nutritional value of certain foods and can make
them more appealing by improving their taste, texture, consistency
or colour [23].
Food additives and their functions
The different group of food additives are sweeteners, coloring
agents, preservatives, emulsifiers, stabilisers, thickeners, flavour
enhancers and miscellaneous [16]. Depending on the technological
purpose that the particular additive is intended to have in the
food to which it is added, they are further classified in to several
functional groups.
Preservatives: Preservatives are probably the single most important
class of additives, as they play an important role in the safety
of the food supply. Despite this fact, any chemical used to counteract
the perishability of food raw materials has often become
perceived as suspect, and any food containing a preservative has
been considered inferior or unsafe. Yet the use of chemical preservatives,
such as sulphur dioxide and sulphites, is but a continuation
of the age-old practices of using salt, sulphite and spices
to preserve perishable foods in the days before refrigeration and
modern processing techniques. All food raw materials are subject
to biochemical processes and microbiological action, which
limit their keeping qualities. Preservatives are used to extend the
shelf-life of certain products and ensure their safety through that
extended period. Most importantly, they retard bacterial degradation,
which can lead to the production of toxins and cause
food poisoning [17]. Thus, they offer a clear consumer benefit
in keeping food safe over the shelf-life of the product, which itself
may be extended by their use and thus meet the demands of
modern lifestyles, including infrequent bulk shopping expeditions
[12]. The continued perception of preservatives as undesirable,
to which the many labels protesting �no artificial preservatives�
testify, is therefore an unfortunate consumer misapprehension.
Antioxidants: Antioxidants reduce the oxidative deterioration
that leads to rancidity, loss of flavour, colour and nutritive value
of foodstuffs. Fats, oils, flavouring substances, vitamins and colours
can all oxidise spontaneously with oxygen when exposed to
air [6]. The rate of deterioration can vary considerably and is influenced
by the presence of natural antioxidants and other components,
availability of oxygen, and sensitivity of the substance to
oxidation, temperature and light, for example. Oxidation can be
avoided, or retarded, by a number of means, such as replacing air
by inert packaging gases, removal of oxygen with glucose oxidase,
incorporation of UV-absorbing substances in transparent packaging
materials, cooling, and use of sequestering agents. These may
not be possible in all cases, or sufficient for an adequate shelf-life
for some foods. Thus, antioxidants are used to retard oxidative
deterioration and extend shelf-life. Some antioxidants actually remove
oxygen by self-oxidation, e.g., ascorbic acid, whilst others
interfere in the mechanism of oxidation; tocopherols, gallic acid
esters, BHA and BHT. All have specific properties, making them
more effective in some applications than in others.
Often a combination of two or more antioxidants is more effective
than any one used simply because of their synergistic effects
[8]. The presence of sequestering agents, such as citric acid, may
also have a synergistic effect, by reducing the availability of metallic ions that may catalyse oxidation reactions. The use of the
powerful synthetic antioxidants BHA, BHT and the gallic acid esters
is very restricted. Tocopherols, which can be either natural or
synthetic, are less restricted but are less effective in the protection
of processed foods. Antioxidants cannot restore oxidised food;
they can only retard the oxidation process. As oxidation is a chain
reaction process, it needs to be regarded as early as possible. The
most effective use of antioxidants is therefore in the fats and oils
used in the manufacturing process.
Emulsifiers and stabilisers: The purpose of emulsifiers and
stabilisers is to facilitate the mixing together of ingredients that
normally would not mix, namely fat and water. This mixing of the
aqueous and lipid phases is then maintained by stabilisers. These
additives are essential in the production of mayonnaise, chocolate,
ice cream, homogenized milk products and fat spreads [25].
The manufacture of fat spreads (reduced-fat substitutes for butter
and margarine), has made a significant contribution to consumer
choice and dietary change, and would not be possible without
the use of emulsifiers and stabilisers. Other reduced- and lowfat
versions of a number of products are similarly dependent on
this technology. Anyone who has ever made an emulsified sauce,
such as mayonnaise or hollandaise, will appreciate the benefits of
this technology - still more so those who have failed miserably in
the technique and ended up with an expensive mess of curdled
ingredients!
In addition to this function, the term stabilizer is also used for
substances that can stabilize, retain or intensify an existing colour
of a foodstuff and substances that increase the binding capacity
of the food to allow the binding of food pieces into reconstituted
food [12, 16]. The increasing awareness of problems with
food allergy and intolerance has led to the requirement to state
the source of certain emulsifiers on food labelling. For example,
lecithin derived from soya is not suitable for an individual with
an allergy to soya, therefore clear labelling of the source of the
ingredient is vital to aid in consumer choice of products safe for
individuals with specific dietary requirements.
Colours: Colours are used to enhance the visual properties of
foods. Colour is important in consumer perception of food and
often denotes a specific flavour [12, 16, 25]. Their use is particularly
controversial, partly because colour is perceived by some as
a means of deceiving the consumer about the nature of the food,
but also because some of the most brightly coloured products are
those aimed at children. As with all additives, their use is strictly
controlled and permitted only where a case of need is proven,
e.g. to restore colour that is lost in processing, such as in canning
or heat treatment; to ensure consistency of colour; and for visual
decoration. The brilliant yellow of saffron (from which Saffron
Walden derives its name) and the reddish hue of saunders (powdered
sandalwood) were used along with green spinach and parsley
juice to colour soups in stripes or to give marbleised effects
[19]. So, whilst adding colour to food may appear to some to be
an unnecessary cosmetic, which is not in the consumer�s interests,
there can be no doubt that the judicious use of colour enhances
the attractiveness of many foods. Some retailers tried introducing
ranges of canned vegetables and fruits such as strawberries and
peas without adding back the colour leached out by heat processing.
They were still trying to dispose of the unsold returns several
years later! Colour is important in consumer perception of food
and often denotes a specific flavour. Thus, strawberry flavour is
expected to be red and orange flavour orange-coloured. Consumer
expectation is therefore a legitimate reason for adding colour.
Food colourings, in particular, have long been the scapegoat in
the popular press for behaviour problems in children. It has been
over 30 years since Feingold suggested that artificial food colours
and preservatives had a detrimental effect on the behaviourof
children [13].
Since then, research into the effect of colours and preservatives
in foods on children's behaviour has added fuel to the fire of
negative consumer perception of these additives, particularly in
products aimed specifically at this age group. Significant changes
were found in the hyperactivity behaviour of children by removing
colorants and preservatives from the diet. There was no gender
difference in this result and the reduction of hyperactivity was
independent of whether the child was initially extremely hyperactive,
or not hyperactive at all.
Colouring: Foodstuffs The term 'colouring foodstuffs' has been
adopted for colourings that are derived from recognised foods
and processed in such a way that the essential characteristics of
the food from which they have been derived are maintained. This
is a different situation to natural colours that are regarded as additives
where the pigment is selectively extracted and concentrated.
A colouring foodstuff can be declared as an ingredient on the
label without a requirement for its function to be listed, as legislation
only requires this of additives.
These colouring foodstuffs include bright yellow colours derived
from turmeric, oleoresin and safflower; golden yellow to natural
orange colours from carrots and paprika; toffee brown colour
from caramelised sugar syrup; green colours from spinach leaves
and stinging nettles, both rich in chlorophylls; and red, blue and
purple colour from concentrates of red and blue fruits, red cabbage
and beetroot, rich in anthocyanins. It is clear that the full
spectrum of colour shades is achievable using colouring foodstuffs,
although developers should ensure that the colouringfoodstuff
exhibits the same stability and vibrancy of colour in the final
application as a conventional food colouring would.
Flavor enhancers: Flavor enhancers enhance a food's existing
flavors. They may be extracted from natural sources (through
distillation, solvent extraction, maceration, among other methods)
or created artificially [15, 16]. They can be incorporated in
to different types of food and food products. Some of common
flavor enhancers used are Dioctylsodium sulfosuccinate-used
in processed foods, Disodium guanylate-used in canned meats,
meat based foods, Hydrolyzed vegetables-used in mixes, stock,
processed meats and Monosodium glutamate (MSG)-used in Chinese
food, dry mixes, stock cubes, and canned, processed, and
frozen meats.
Food Processing aids in industrial food biotechnology:
an overview
Overview to Food processing aids
Food processing aid as a substance that is used for a technical
effect during food processing or manufacture/facilitating the
production process but, unlike food additives, its use does not
affect the intrinsic characteristics of the food and it results in no or negligible residues of the substance or its by-products in or
on the finished food. A processing aid is a substance used in the
production of processed food, and which may end up in the finished
product, but which is not required to be labeled on the food
product. Our Food Experts can offer you the right products to
optimize your processing conditions. Products that can support
here as processing aids are: Antifoams; enzyme(s) and free flowing
agents.
The use of antifoams and free-flowing agents is sometimes necessary,
to either control the production process or maintain properties
during storage. Enzymes are also in most cases processing
aids; being active during the production process and being inactivated
in the final food product. Enzymes influence the yield,
capacity or efficiency of food manufacturing processes, but also
influence end product properties. Processing conditions, food
composition (substrate) and required action are the selection criteria
for choosing the correct enzyme. Application of enzymes in
baking, beer brewing, alcohol production and fruit processing are
well known but novel applications of enzymes are under development.
Antifoams: Antifoams are also known as "defoamers." These additives
serve businesses across a number of industries by helping
to maintain foam formation or stopping bubbles from occurring
in production operations. The ingredients are insoluble in foaming
mediums and spread rapidly across surfaces due to their low
viscosity. The need for antifoams becomes apparent when foam
disturbs processing, filling or volume measurements or when the
texture of the food product is negatively affected. The first solution
to prevent foam is control of the processing but in some
cases food manufacturers cannot do this without the addition of
antifoam.
Antifoam applications in food industry: Defoamers cut back on
material losses during food preparation and production. Antifoaming
agents of the silicon-base variety are common within the
food industry to meet customer expectations of products. Food
professionals see defoamers in the preparation of deep-fried
foods such as chicken nuggets, fries, and chips.
The additives give food companies the opportunity to enhance
methods for: Washing food products (vegetables) Antifoam applications
in food industry; Distillation and evaporation; Packaging;
Extraction; Purification; Crystallization.
Free Flowing Agents: Free flowing agents are commonly known
as anticaking ingredients across the food industry. They are included
in products to keep powders, sugar, salt, and other granulated
mixtures from clumping together during preparation and
production.
Applications for free-flowing agents in food industry: Companies
working with the following food products might need free flowing
agents to avoid the formation of lumps in production stages
or on storage: Table salt; Soup powders; Flour; Coffee; Teas; Baking
mixtures; Milk powders; Creamers; Grated cheese and Powdered
sugar.
Enzymes: Enzymes play complex roles in food production as well
as general human health and nutrition. In simple terms, their job
is to speed up chemical reactions. For example, digestive enzymes
in the stomach, mouth, and small intestine help break down food,
facilitating the absorption of nutrients into the body. Over the
years, humans have harnessed the power of different enzymes
for a variety of food applications. Enzymes for example facilitate
the fermentation process when making beer, yogurt, and cheese.
Applications for enzymes: Enzyme manufacturers produce enzymes
from plant, animal, and microbial sources for use in vegetable
and fruit processing, baking and milling, craft brewing and
distilling, winemaking, and dairy and cheese processing, among
other applications. Each enzyme has a unique three-dimensional
shape with a highly specific reactive capability.
Biotechnological products (micro-organisms themselves or products
from them) can be used as processing aids in manufactured
foods. Enzymes in particular are extremely useful in modifying the
characteristics of food ingredients, so that the food has improved
taste, texture and keeping qualities. Microbial products other than
enzymes are used as flavours, sweeteners, thickeners and acidulants.
Those several role food industrial biotechnologies for food
Processing aids includes, the roles of enzymes in preparation of
bakery products; production of cheese and enzyme-modified
cheese; whey modifications; meat tenderization; interesterification
of oils and fats; natural food-preservation systems; the production
of invert sugar; and also, the biotechnological production of
organic acids; and the biotechnological production of flavours.
Role of Enzymes as Food Processing Aids
Essential in the metabolism of all living organisms, the enzymes
are increasingly used to drive chemical reactions outside their natural
localization. In particular, the use of the biocatalysts as food
additives and in processing raw materials has been practiced for
a long time. In fact, enzymatic preparations from the extracts of
plants or animal tissues were used well before much was known
about the nature and properties of enzymes. Food industry is
constantly seeking advanced technologies to meet the demand of
the consumers, and enzymes have long been used by the industrial
product makers as major tools to transform the raw materials
into end-products. Their clean label (generally recognized as
safe) consideration from the legal point of view has prompted
their extensive use in food technology. When purified and added
to food preparations, several enzymes are able to improve their
flavor, texture, digestibility, and nutritional value.
Enzymes are used extensively in food production and processing.
The ones most widely applied are amylases, glucose oxidases,
proteases, pectic enzymes, and lipases. Excellent reviews on the
production and utilization of food enzymes are available. Immobilized
enzymes and immobilized whole cells have received significant
attention as valuable biocatalysts for the food processing
industry. The advantages of the application of immobilized systems
include continuous operation, reuse of the biocatalyst, ease
of process control, improved biocatalyst stability, and reduced
waste disposal problems [4]. Immobilized biocatalyst technology
also can be applied successfully to the production of secondary
plant metabolites [5]. In addition, the production of enzymes
with enhanced stability to temperature and other processing conditions
is receiving much attention [7]. The significant impact that
biotechnology can have on the production of a food ingredient
is exemplified by the development of high-fructose corn syrup
technology.
Bakery products: Flour, yeast, water and salt are the basic ingredients
of bread and other similar baked foods. For centuries
it has been common to add other materials that have a positive
effect on the handling of the dough and/or the quality of the
baked product.
Fats, emulsifiers and oxidising agents can affect bread texture.
Fats, oxidising agents, reducing agents and soya flour can affect
the speed of bread making. The ingredients are not really added
to increase the food value, even though they might do so (for example
soya flour). Enzymes either from malt or micro-organisms
play an important role and function in addition to the endogenous
enzymes. Their functioning is best illustrated by describing their
involvement in the various phases of bread making i.e., mixing,
fermentation, baking and storage of bread.
Fruit and vegetable juices: In addition to clear and cloudy fruit
juices, the main industrial products today are concentrates. Since
the manufacturer of fruit juices wants to deliver products with a
constant quality all year round, and since the supply of fruit is seasonal,
the harvested fruits are, after storage in cold warehouses,
processed into stable concentrates. Usually, the concentrates are
sold to the actual juice manufacturers who dilute and pasteurise
the juices before delivery to the customer. Enzymes have found wide application in the production of fruit juices in a number of
ways: for clarification of juices; to improve the pressing yield of
the fruit; to overcome filtration problems; to increase the liquefaction
rate of fruits; to improve the colour and flavour extraction;
in the case of vegetable juice, to enable the total lique faction
of vegetable material.
Dairy products: The use of enzymes for the processing of milk
into cheese is one of the earliest examples in history of the application
of enzymes in food technology. Thousands of years ago
it was found that milk which was stored in a bag made of the
stomach of a recently killed calf was converted into a semi-solid
substance. Upon pressing, this substance produced a drier material
which showed good keeping qualities. This process has evolved
into the production of a wide variety of cheeses.
Apart from the proteolytic enzymes which are used to manufacture
cheese, other enzymes which are active on milk sugar (lactose)
or on milk fat, have been developed in the last two decades.
Enzyme-modified cheese,Proteases and lipases from different
micro-organisms are used for the production of cheese flavours.
The tenderization of meat: Tenderness is a desirable quality
of meat. Endogenous enzyme activity (neutral protease and collagenase)
is the main factor contributing to the development of
tenderness, ie to the conversion of muscle into meat.
On a commercial scale, plant proteases such as papain (from papaya)
and bromelain (from pineapples) are used. These proteases
are capable of digesting connective tissue and muscle protein. A
practical problem is how to achieve even distribution of the enzymes
in the tissue. If preparations are sprinkled on the surface
of the meat, the interior of the meat remains tough. Repeated
injection under pressure into the meat is another possibility. Intravenous
injection a few minutes before slaughtering has also been
studied. In most countries treatment of meat with exogenous enzymes
is controlled by legislation.
The modification of oils and fats: The major components of
oils and fats are triglycerides, and their physical properties depend
upon the structure and distribution of their fatty acid groups.
Natural oils and fats can be used directly in products either individually
or as mixtures, but in many cases it is necessary to modify
their properties, particularly their melting characteristics, to make
them suitable for particular applications.
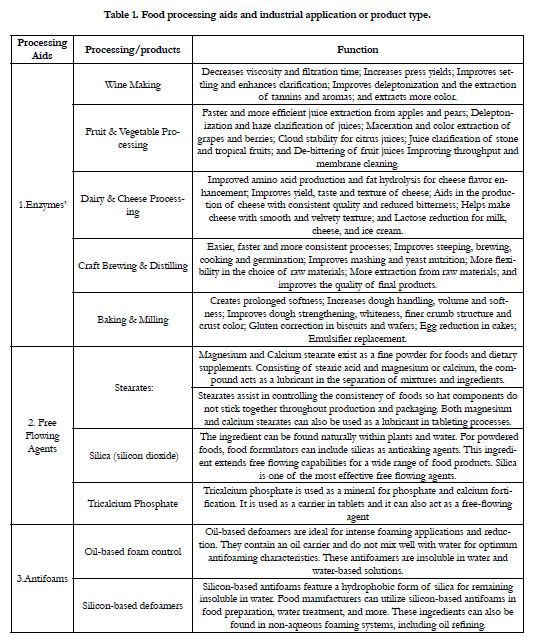

Table 1. Food processing aids and industrial application or product type.
Therefore, the oils and fats industry has developed processes which modify the composition of triglyceride mixtures. For example, fractional crystallisation is used to separate fats into solid and liquid fractions, and hydrogenation is used to reduce the unsaturation of fats (thereby raising their melting points). Chemical interesterifkation is used to change the physical properties of mixtures of fats by randomly redistributing fatty acid groups among the triglycerides.
The potential advantages of using enzyme technology (compared to conventional chemical and physical procedures) are found in the specificity of enzyme catalysis and the mild reaction conditions under which enzymatic processes are operated. Enzyme catalysed reactions can be operated without the generation of byproducts associated with the use of more severe chemical procedures, giving improved product yields and/or better product quality. The specificities of the enzymes can be exploited to generate products which are difficult to obtain by chemical procedures.As well as being active, the chosen immobilised enzyme also needs to be stable (active for a long period) and the support must promote this. The support must also have appropriate mechanical characteristics: it should not disintegrate if used in a stirred tank reactor; it should produce even flow (without channelling) in a packed bed reactor. The cost of the support is also important.
Natural preservation systems: Throughout history the problem of food spoilage has plagued man. Early attempts to preserve food centred on readily available substances and processes, such as using sugars, salts (lowering water activity, Aw), spices and wood-smoke. Today preservation also utilises such factors as: temperature (sterilisation, cooling, freezing); lowering water activity (drying); adjustment of pH; gases (CO, CCh, ethylene oxide, propylene oxide, sulphur dioxide and ozone); organic acids (sorbic, acetic, benzoic, lactic, propionic acid); antibiotics; irradiation; packaging; various additives (formaldehyde, monochloroacetic acid, borates, nitrite, sulphite); various combinations of these factors. While these factors have ensured a constant supply of unspoiled food, there is a reaction against addition of chemical preservatives to food amongst many consumers. There is thus interest in developing preservation techniques which can be promoted as being 'natural'.
Although the use of anti-microbial proteins and peptides is not widespread as yet, we are going to examine them here to emphasise their possibilities in natural preservation systems. Enzymes/proteins can function as anti-microbials in several ways, such as: depriving spoilage organisms of an essential nutrient; generating substances toxic to spoilage organisms; attacking a cell wall/membrane component, thereby physically disrupting the cell or changing the permeability of the cell wall/membrane (iemicrobicidal substances).
Sweeteners
Invert Sugar: Cane and beet sugar can be converted to a 1:1 glucose: fructose mixture (called invert sugar), either by acid hydrolysis or by enzymatic hydrolysis (since sucrose is a disaccharide composed of one molecule of glucose and one molecule of fructose). The enzyme responsible for the hydrolysis of sucrose is called invertase. The virtue of invert sugar as a food ingredient compared to sucrose are: its higher solubility (and lower tendency to crystallise in concentrated solutions); and its stability at low pH, and the enhancement of fruit flavours and higher sweetness due to the fructose present.
Alternative sweeteners: A large number of alternative sweeteners have been developed during the last 25 years. Lately the demand for low-calorie sweeteners has increased considerably, particularly in the soft drinks industry. Also, the manufacturing processes vary considerably, for example thaumatin is a protein extracted from plants (see later), aspartame is a dipeptide synthesised by chemical or enzymatic methods and saccharin is chemically synthesised.
Aspartame: dipeptide consisting of L-aspartic acid and the methylester of L-phenylalanine, is an example of an alternative sweetener which, since it was approved for use in soft drinks by the FDA (Food and Drug Administration, USA) in 1983, has gained a rapidly increasing market share. The specificity of enzymes in catalysing the formation of aspartame from its constituent amino acids offers three advantages. These are: the use of ambient conditions instead of highly energy-intensive (refrigerated) systems; the use of racemic reactants which are cheaper than optically pure amino acids; and there is no need to block the side-chain carboxylic group.
Production of flavours
Flavour is a very important component of the consumer's appreciation of a food, contributing to its smell and taste and interacting with the mouth feel and colour of thefinal products of food. Developments will be in the use of microbes and their enzymes (i.e., Prospects, Flavour precursors, Flavour enhancers) in synthesis and conversion of flavour compounds.
Biopolymers
Biopolymers such as proteins and polysaccharides that are used as food ingredients generally have the property of easily dissolving or dispersing in water. These hydrocolloids' are often used as thickeners (gelling agents), viscosifiers, emulsifiers or fillers. Commercially available proteins used as food additives are derived from both plants and animals. Plant sources are soya beans, cotton seed, sunflower seed, rapeseed and ground nuts (peanuts). They are often produced as by-products of oil extraction and are produced as flour (about 50% protein), as concentrates (about 65% protein) and as isolates (about 90% protein). Animal sources of protein are milk (casein and whey proteins), bones (gelatin), blood and eggs.
Biotechnology may have applications in the improvement of such proteins by: increasing the level of essential amino acids; removing anti-nutritional factors (such as trypsin inhibitors); modifying the properties of the protein by proteases to allow easier processing (eg processing at lower temperature).
Amino acids
The application of amino acids in food can serve different purposes: as flavour enhancers, as seasonings, as nutritional additives and occasionally as improver ingredients (in bread).
Organic acids
As with the production of amino acids, organic acids can be produced by chemical synthesis, by fermentation or by extraction from natural products. Enzymatic synthesis is not employed in the case of organic acids. Fermentative production is restricted to citric acid, gluconic acid, lactic acid and itaconic acid. In volume, citric acid, which is exclusively produced by fermentation, is by far the most important organic acid, accounting world-wide for over 350 000 tons annually. Citric acid is generally produced by the fungus Aspergillus niger or the yeast Candida lipolytica, grown on molasses or other cheap carbohydrate sources. Yields on sugar up to 85% have been reported. Citric acid is used in food products to enhance the flavour, to prevent oxidation and browning, and as a preservative as a result of the pH lowering. It is also used as a raw material for chemical synthesis and for pharmaceutical purposes.
Vitamins
Vitamins are chemicals which are essential, in small amounts, for growth and development of living organisms. If they cannot be synthesised by the organisms, they must be taken up in the diet. Vitamins are used mainly as dietary supplements and intherapeutic applications. The exception is vitamin C (ascorbic acid) which is also usedas a food ingredient. As a result of its relatively strong reducing power, it is used widely in food as an antioxidant and as an antimicrobial agent.
Can you think of a way in which vitamin C acts as an antimicrobial agent? (The clue is in its strong reducing ability). Obligate aerobic bacteria (which may be associated with food spoilage) grow best is an environment in which there are chemically oxidised molecules. Such an environment is said to have a high redox potential (written as Eh or O.R. potential). Oxidising compounds such as nitrite can stimulate the growth of such bacteria. Reducing agents such as ascorbic acid can depress the growth of such bacteria.
Food additives/processing aids and the role of industrial food biotechnology in food processing
Industrial food Biotechnology in food processing can significantly
affect food product composition, quality, and functionality by
providing tools for product modification, preservation, and stabilization,
as well as for safety, characterization, and quality control.
In addition, processing methods, especially separation and
fermentation processes and waste treatment and utilization can
contribute to the improvement of food products.
Product modification
Significant advances have been made in the modification of food
components, such as proteins, polysaccharides, fats, and oils.
Protein modifications, for example, include limited enzymatic
hydrolysis to alter food functionality; the reverse process, the socalled
plastein reaction, has been proposed as a method to create
proteinlike materials to develop new food products. Modification
of properties of proteins by combining information on crystal
structure and protein chemistry with artificial gene synthesis is
also being explored [5].
Product preservation
Historically, there has been extensive use of microbial metabolism
for food preservation and stabilization, especially for dairy, meat,
fish, fruit, and vegetable products. The efficiency of microorganisms
used in the food fermentation industries potentially can be
enhanced by genetic manipulation of starter cultures. However,
additional fundamental knowledge of the genetics, biochemistry,
and molecular biology of organisms used as starter cultures is
required [7].
Product safety, characterization, and quality control
Besides the use of classical methods to ensure the quality and
safety of food and to identify food components [1], three recent
developments are relevant to product safety, characterization, and quality control: (i) the potential application of monoclonal antibodies
to determine optimal crop harvesting and product freshness,
(ii) the use of biosensors and DNA hybridization techniques
for quality control and (iii) the potential of tissue culture and
genetic methods for nutrient and toxicity assessment. In addition,
the regulatory and safety aspects of biotechnology and their impact
on the nutritional quality of the resulting food products are
being examined [11].
Processing methods
Mechanical unit operations used for product purification and recovery
include sedimentation, centrifugation, and filtration, along
with dialysis, flotation, and ultrafiltration [24]. Biomass separation
is commonly aided by bio-flocculation or by the use of synthetic
polyelectrolytes. Recently, natural polyelectrolytes such as chitin
and chitosan have been investigated as substitutes for synthetic
polyelectrolytes. Application of aqueous two phase (liquid-liquid)
systems for the extractive purification of enzymes and the supercritical
extraction of food ingredients are becoming increasingly
important. In supercritical extraction, carbon dioxide is favored as
the dense gas because it is nontoxic, nonexplosive, cheap, readily
available, and easily removed from extracted products. In addition,
co-fermentation processes have been suggested to aid the
separation and purification of secondary metabolites [4].
Treatment and utilization of process waste
Because of the large volumes involved in the production and
processing of food, generated wastes create disposal and pollution
problems. In addition, there is a substantial loss of essential
nutrients.
Biomass recovery, especially isolation of valuable protein byproducts,
has been carried out in the food processing industry for
an extended period of time. The isolation of protein concentrates
from potato processing wastes, for example, has been used on an
industrial scale for several decades, and the product's potential
for food application has been investigated extensively. During the
past decade, ultrafiltration has become useful in food processes,
especially for the recovery of whey protein from cheese, cottage
cheese, or industrial casein processing wastes. By product recovery
has also been explored for application to the processing of
meat, cereal, dairy, fruits and vegetables, and fish and shellfish, as
well as fermentation operations [10].
Needs for Research
Faster innovation, particularly in the development of agricultural
raw materials, is possible, allowing for the maintenance of a competitive
worldwide position. Also envisaged are lower energy use
in food processing and the availability of an added value use for
agricultural commodities that are now in abundance.The initiatives
listed below address research needs at various points along
the process from agricultural production to consumer:
Improvement of food-grade microorganisms
Microorganisms-bacteria, yeasts, and fungi-are all used extensively
in various aspects offood processing. To improve the economics
(yield and productivity) and new product characteristics
achievable with these organisms, major advances are needed in
our understanding of their biochemistry and genetics. Specific
research needs are (i) to establish recombinant DNA technologies
and a fundamental understanding of microorganisms useful
in food fermentation and preservation processes; (ii) to quantitatively
describe the microbial ecology and biochemistry of mixedculture
and solid-state fermentations important in foodstuffs; (iii)
to isolate, select, and genetically manipulate organisms capable of
synthesizing food additives such as biopolymers, colorants, natural
flavorings, and preservatives-by fermentation and cell culture;
and (iv) to develop economically viable bioprocesses as sources
of raw materials for the food processing industry.
Cell physiology and biochemistry of agricultural raw materials
The potential exists to lower the cost of agricultural raw materials,
both plant and animal, by application of biotechnological techniques.
Potential targets for improvement are (i) solids content,
sensory properties (color, flavor, texture), environmental adaptation,
secondary metabolites (vitamins), and postharvest storability
in crops and (ii) feed efficiency, palatability, fat/protein ratios, fertility,
and maturation time of juveniles in animals.
To realize these benefits, a vast increase is necessary in our understanding
(at the molecular level) of the cellular physiology, including
biosynthetic and regulatory pathways, of the appropriate
animal and plant species.
Application of biotechnology to the structural-functional relationship
of food material
This program aims to improve the utilization of biomaterials by
applying modern biotechnological principles to control the functional
performance of foodstuffs. In addition, biotechnology will
contribute analytical tools and processing procedures that will aid
in the implementation of this new knowledge.
Improvement of enzymatic processing
Enzyme processes can reduce the high cost of traditional food
processes and also permit development of totally novel foods and
food ingredients. To expand the range of possible processes and
to improve on the economics of current enzyme-based processes,
increased basic knowledge is needed on enzyme isolation and
characterization, the mechanisms of enzyme action, and enzyme
incorporation into food processes. Specific needs are to understand
the mechanisms of enzyme inactivation; toutilize enzymes
for biosynthetic processes and redox reactions relevant to foods,
including the low-cost production and recycling of cofactors; and
to develop new process procedures using immobilized whole cells.
Fundamental studies are needed on the control of mass transfer
in food systems, maintenance of catalytic activity, and prevention
of contamination. Also needed are computer modeling and understanding
of the mechanisms of action of food processing enzymes
in sufficient detail to permit systematic protein engineering
to improve enzymes.
Methods development
To improve the production costs, nutritional value, and cost in use
of some of the major agricultural crops, particularly cereals, further fundamental advances in cell culture methods and recombinant
DNA technologies are necessary. Specific research needs are
(i) vector development and transformation procedures for cereal
crops, (ii) improved regulation and expression of foreign genes,
and (iii) techniques to regenerate and propagate crops that cannot
now be so handled. To reduce the time and cost of developing
new crop species, rapid screening methods are required to identify
the desired genotype at the cell culture stage.
Food safety
There is an urgent need to improve and to accelerate techniques
of food safety assessment. Biotechnology can contribute to food
safety by increasing the sensitivity and specificity of such assays
and by developing faster and more meaningful methodologies
based on DNA hybridization, sequencing, and monoclonal antibody
techniques. The most critical research needs, in addition
to basic studies on the structure-function relationship of food
materials, are fundamental studies in the cell physiology and
biochemistry of agricultural raw materials and improvement of
food-grade microorganisms.
Conclusion
Food additives are substances that are intentionally added to food
either during the production process or at packaging with the
purpose to increase food safety and durability, to improve or restore
food organoleptic characteristics and attractiveness and, in
some cases, to improve the technological performance during the
transformation process. Food additives are substances that have
an effect on the final product and remain subject to the general
labeling obligations. The consumption of processed food is more
and more frequent for many reasons, among which is less available
time for meals preparation at home. The way of purchasing
food supplies is rapidly changing and foodstuffs are kept in refrigerators
at home for longer times not always at suitable temperatures.
All types of foodstuffs are requested in any season,
often coming from different continents with long transport time
at temperatures sometimes unsuitable or even not well controlled
hence, the need of food products having longer and longer shelf
lives while assuring the respect of high food safety standards. In
such cases, the simple compliance with keeping temperatures and
good manufacturing practices may not be sufficient to guarantee
the product stability or its attractive appearance. Although consumers
are aware of the relationship between food and health
and prefer foods with a short list of ingredients and labelled as
�clean� as possible, the addition of additives is sometimes necessary
to ensure food safety and to allow consumers to benefit from
safer and more attractive foods, with longer shelf-lives and sold at
a reasonable price.
However, additives should be used sparingly, and there must be
a technological need and a benefit for consumer for their use.
If used, additives must not mislead consumer about the nature,
freshness, quality of the ingredients used, the product naturalness
or the production process, or the nutritional quality of the
product, including its fruit and vegetable content. In other cases,
the technological advances in food industry, such as the application
of new technological processes allowing food transformation
process without significant damage to its structure and organoleptic
characteristics, the use of new packaging materials and
controlled atmospheres, and the possibility of keeping foodstuffs
under strict cold chain for their entire shelf life are useful means
to limit the use of additives to a minimum.
Processing aids are substances intentionally used in processing
raw materials, foods, or their ingredients, to fulfil a specific technological
purpose. Eventual residues in the final product shall
neither have any functional effect on the final product nor constitute
a health risk for the consumer or become a precursor to
food alteration. Processing aids must have a high degree of purity.
Some substances, when used as processing aids, could have the
identical chemical structure of the additives, but in specifically
circumstances perform a different function. Label declaration of
processing aids is not obligatory. Functional classes of processing
aids can be distinguished as follows: Solvents for oils and
fats extraction; Solvents for spices, drugs, and herbs vehiculation;
Organic and inorganic clarifying agents (food enzymes included);
Ion exchange resins for drinking water and process water; Deodorization
and discoloration materials for oils and fats; Filtration
supports (tissues, diatomaceous earth, silica sand, vegetable, and
synthetic fibers); Detergents and disinfectants; and Defoamer
agents.
The food industry serves the function of supplying us with high
quality, wholesome foods, all the year round and at a distance (in
time and location) from the place of primary production (where
the food was grown). To achieve this, good logistics of distribution
and preservation methods such as refrigeration and deep
freezing are employed. However, much of our food is processed
in order to preserve it, make it more convenient to cook, to improve
its organoleptic qualities, or to create alternative foods. In
processing, use is frequently made of food additives and food
processing aids, which are specific ingredients which in some way
help to preserve or improve the quality of the processed food.
References
-
[1]. A Kramer, BA Twigg. Quality Control for the Food Industry. AVI: Westport,
Conn, 1970.
[2]. Aderemi AV, Adeloye D, Aderemi MA. Food additives and their health implications on children in Africa: a systematic review. Res J Health Sci. 2015;3(1):1-2.
[3]. Al-Mazeedi HM, Regenstein JM, Riaz MN. The issue of undeclared ingredients in halal and kosher food production: A focus on processing aids. Comp Rev Food Sci Food Saf. 2013 Mar;12(2):228-33.
[4]. B. Dixon, Biotechnology 2, 594 (1984); D. Knorr, S. M. Miazga, R. A. Teutonico, Food Technol., in press.
[5]. B. H. Kirsop, Chem. Ind. 7, 218 (1981); J. W. Lee and A. Lopez, CRC Crit. Rev. Food Sci. Nutr. 21, 289 (1984); K. M. Ulmer, Science 219, 666 (1983).
[6]. Branen, A. and Haggerty, R.J. 2002. Food additives (2 nd Ed). New York Basel. ISBN: 0-8247-9343-9.
[7]. C. A. Batt and A. J. Sinskey, paper presented at the Symposium on the Importance of Lactic Acid Fermentation, Mexico City, December 1984.
[8]. Department of human nutrition. 2010. The role of food additives. Nutrition News. KSTATE Research and extension. Retrieved June 20, 2017, from: http://www.doughlas.k-state.edu/docs/health nutrition/food add roles.pdf
[9]. Directive 89/107/EEC on the approximation of the laws of the Member States concerning food additives authorised for use in foodstuffs intended for human consumption, as amended.
[10]. D. Knorr, in Sustainable Food Systems, D. Knorr, Ed. (AVI, Westport, Conn., 1983), pp. 249-78.
[11]. E. L. Korwek, Food Drug Cosmetic Law J. 37, 289 (1982); D. D. Jones, Food Technol. 39 (No. 6), 59 (1985).
[12]. Emerton V, Choi E. Essential guide to food additives. Royal Society of Chemistry; 2008.
[13]. Feingold B.F. Hyperkinesis and learning disabilities linked to artificial food flavors and colors. American Journal of Nursing. 1975;75:797-803. [14]. Ghoshal G. Biotechnology in food processing and preservation: an overview. Advances in Biotechnology for Food Industry. 2018 Jan 1:27-54.
[15]. Japans External Organization. 2010. Specifications and standards for foods, food additives, etc. under the Food Sanitation Act. Retrieved/ from June 24, 2017, from: http://www.jetro.or.jp regulations/pdf/foodext2010.pdf
[16]. Jie M. Chinese Standards for Food Additives-GB2760-2015. Global agricultural information network. Giant report number (FAIRS). 2015;15013:10- 34.
[17]. Lee, J.K. 2012. Regulatory frameworks of food additives in Korea. International Conference for sharing information on food standards in Asia. Hanyang Women's University.
[18]. Maryam BM, Datsugwai MS, Shehu I. The role of biotechnology in food production and processing. Industrial Eng. 2017;1(1):24-35. [19]. McKendry M. Seven Hundred Years of English Cooking. London, Treasure Press. 1973.
[20]. Pal M, Patel AS, Bariya AR, Godishala V, Kandi V. A review of biotechnological applications in food processing of animal origin. Am J Food Sci Tech. 2017 Aug 2;5(4):143-8.
[21]. The Official Journal of the European Communities. 1989, 32 (L40), 27-33. [22]. Codex Alimentarius Commission, Guidelines on Substances used as Processing Aids: CAC/GL 75- 2010.
[23]. Food and Drug Administration USA. Everything added to food in the United States. Smoley; 1993.
[24]. V. Wiesboden and H. Binder, in Advances in Biochemical Engineering, A. Fiechter, Ed. (Springer Verlag, Berlin, 1982), pp. 120-171.
[25]. WHO. 2009. Safety evaluation of certain food additives/prepared by the sixty-ninth meeting of the Joint FAO/WHO Expert Committee on Food Additives (JECFA). World's Largest Science, Technology and Medicine Open access Book publisher. WHO Food Additive series 60.ISBN 978 92 4 1660600, India, pp. 10-15.