Evaluation of the Fit Accuracy of Removable Partial Denture Frameworks Fabricated Using Three Different Techniques: An In Vitro Study
Nariman Maraka1, Dr. Alaa'a Salloum2, Dr. Mamdouh AlMohareb3, Safaa Shihabi4*
1 Postgradguated Student (PhD Degree), Department of Removable Prosthodontics, Faculty of Dentistry, Damascus University, Syria.
2 Professor in the Department of Removable Prosthodontics, Vice Dean For Scientific Affairs Faculty of Dentistry - Damascus University, Syria.
3 Department of Oral Histology and Pathology, Faculty of Dentistry, Damascus University, Syria.
4 DDS, MSc in Paediatric Dentistry, Damascus university, Syria.
*Corresponding Author
Safaa Shihabi,
DDS, MSc in Paediatric Dentistry, Damascus University, Syria.
E-mail: safaa2671991@gmail.com
Received: August 31, 2021; Accepted: October 20, 2021; Published: October 30, 2021
Citation: Nariman Maraka, Dr. Alaa'a Salloum, Dr. Mamdouh AlMohareb, Safaa Shihabi. Evaluation of the Fit Accuracy of Removable Partial Denture Frameworks Fabricated Using Three Different Techniques: An In Vitro Study. Int J Dentistry Oral Sci. 2021;8(10):4881-4886. doi: dx.doi.org/10.19070/2377-8075-21000987
Copyright: Safaa Shihabi�2021. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
Abstract
Aim: To conduct a laboratory study to evaluate the fit accuracy of the structures of the removable partial denture frameworks
fabricated by 3D printing method and the conventional method using gypsum models.
Materials and Methods: Fifteen patients with partial tooth loss of a maxillary Kennedy class I. They were divided into three
groups: in the first group, the removable partial denture frameworks were fabricated from chromium-cobalt using CS casting
technique; in the second group, the removable partial denture frameworks were fabricated from chromium-cobalt using selective
laser melting (SLM) technique; and in the third group, the removable partial denture frameworks were fabricated from
poly ether ether ketone (PEEK) using Milling technique. The fabricated frameworks were injected with polyvinyl siloxane
(PVS) and were pressed to produce gypsum models, and then the rubber laminas were weighted.
Results: The results of the one-way ANOVA test showed that there were statistically significant differences in the average
weight of the rubber laminas in the three groups, where P<0.05. The largest gap was in the group of SLM frameworks, followed
by the group of CS frameworks, and the lowest was in the group of Milling frameworks which achieved the best fit
accuracy to the gypsum models.
Conclusions: The structures of the removable partial denture frameworks fabricated from PEEK using Milling technique
achieved the best fit accuracy on the gypsum models compared with the structures of Cr-Co fabricated using another two
different methods, where the accuracy was affected by the fabricating technique used.
2.Introduction
3.Materials and Methods
3.Results
4.Discussion
5.Conclusion
5.References
Keywords
Fit Accuracy; Removable Partial Denture Framework; Selective Laser Melting; Casting; Milling.
Introduction
Removable partial denture frameworks are considered the best
treatment in many clinical cases, especially in the case of loss of
bony and tissue support [1, 2]. Removable partial denture frameworks
were used clinically in the mid-nineteenth century. It is
likely that removable partial denture frameworks will remain a
treatment option compared to the more expensive alternatives [3].
To date, Cr-Co alloys are considered one of the most popular
metal alloys used in the fabrication of removable partial denture
frameworks. This is due to their high hardness, excellent resistance
to corrosion and oxidation, lower price compared to gold
alloys, and their thermal conductivity [4, 5]. However, despite the
advantages of Cr-Co alloy, it has some defects, such as inflammatory
reactions to the oral tissues, the existence of a metallic
taste, and the failure to meet the patient's aesthetic requirements
in cases where the retainers of the clasps appear [6, 7].
In order to satisfy patients, new materials have been developed
using new techniques that outperform the conventional method
of fabricating removable partial denture frameworks which take
a long time and great effort to complete [8, 9]. In addition, it requires
many laboratory procedures which are subjected to human
error [10]. Thereby, here was the task of orientation and development
in the digital field, where the technology computer-aided design/
computer-aided manufacturing (CAD-CAM) appeared. The
main developments of CAD-CAM systems in dentistry were in the early eighties, and this technology was used in crowns, bridges,
dental implants, maxillofacial prostheses, and in the fabrication of
removable partial denture frameworks [11, 12]. Recently, additive
manufacturing (AM) technology was introduced. It includes Selective
Laser Sintering (SLS) technique for non-metallic materials
such as ceramics and polymers in addition to the Selective Laser
Melting (SLM) technique for metal mixtures (powder) [13, 14] in
which layers are created using a high-energy laser beam to melt
the metal powder and fuse it to form a three-dimensional object
[15, 16].
The medical literature has also reported numerous cases of inaccurate
fit of the different components of removable partial
denture frameworks fabricated from Cr-Co alloys, which can
range from minor which requiring minor in-clinic adjustments,
to large enough which requiring the fabrication of a new metal
frameworks. This unfit reflects the dimensional change that occurs
in the different stages of making metallic frameworks [17].
The question of searching for a material with ideal properties for
fabricating the removable partial denture frameworks remains a
matter of concern to researchers.
Therefore, many thermoplastic materials have been introduced
in clinical practice and the poly ether ether ketone (PEEK) appeared,
which was first marketed in 1980 [18]. Because of the
properties of PEEK which include chemical and physiological
stability, bio-acceptance, wear resistance, and resistance to radiation
damage and stability at high temperatures, PEEK may be an
alternative to Co-Cr alloys. Furthermore, its distinctive properties
make it an interesting material for use in dentistry with potential
using it according to CAD-CAM technique. The PEEK has been
modified with 20% ceramic addition to be suitable for fabricating
the bases of the removable partial denture frameworks [19,
20]. Digital technologies have revolutionized the production of
removable partial denture frameworks through Milling technique
for new polymeric materials, poly ether ether ketone (PEEK), or
AM technique represented by SLS or SLM for metal structures to
save time through: rapid fabrication; quality of the product structure;
shortness of work stages using three-dimensional scanners
inside or outside the mouth; and the development of the design
programs used. The digital removable partial denture frameworks
have obtained patient satisfaction in terms of frameworks stability
and permanence according to recent clinical trials [21].
All CAD-CAM systems consist of three components:
1. Digitalization Tool/ Scanner.
2. Design software (Software).
3. Production Technique [22].
Materials And Methods
The research includes fifteen patientswho come to the Department
of Removable Prosthodontics at the Faculty of Dentistry at
Damascus University. They suffer from upper partial loss of teeth
of Kennedy class I, as similar as possible within the conditions of
inclusion and exclusion. They are distributed into three groups
equally, where each group includes 5 Patients:
1. In the first group: a framework of Cr-Co alloys was fabricated
using the CS casting method for each patient.
2. In the second group: a framework of Cr-Co alloys was fabricated
using the SLM method for each patient.
3. In the third group: a framework of PEEK was fabricated using
Milling method for each patient.
Designing a useful and comfortable removable partial denture
framework requires carefulness in diagnosis, planning, implementation,
and maintenance [1].
The conventional method used to fabricate the removable partial
framework of Cr-Co alloys using the CS casting was as follows:
The preliminary impressions were taken using alginate (Hygedent
Inc., China) and plastic stamps (Solo, Syria). Then the stamps were
casted with dental gypsum (Ruthenium, Dental Manufacturing,
Italy) to get the preliminary cast. Then The preliminary cast was
studied and plotted with a diagram (Ney Gold, The J.M. Company,
USA). The essential patient�s mouth preparations were made
to receive the partial framework according to the selected design.
The final impression was taken with alginate Hygedent. The final
master cast was obtained by casting the gypsum model. The metal
frameworks design was made using the master gypsum cast. The
master cast was configured and prepared for duplicating to obtain
a master cast-resistant. The components of the partial framework
were set (major connectors - minor connectors - clasps - direct
retainers - indirect retainers) [1, 23]. The master cast-resistant
was coated using wax (Tenatex Type 1 Soft, Kemdent, UK), and
then the crucible was placed in the furnace (Realloy-Grmany) so
that the wax evaporated, and thus the metal framework fabricated
from Cr-Co was obtained.
The method used to fabricate the removable partial framework of
Cr-Co alloys using the SLM method was as follows:
The same steps in the conventional methodwere followed to get
the final master gypsum cast. The steps of the SLM fabricating
process identified by Gibson et al. [24]:
1. Computer-aided designing (CAD): production of a 3D model
using the design program (Exocad), and scanning of the final
gypsum model was conducted using the scanner (CS. Ultra Pro).
2. Transmitting the design obtained in the first step to the STL
format.
3. Transferring to the Selective Laser Fusion Machine (Sisma
Mysint) and modifying the STL file. The STL file was copied to
the computer that controlled the 3D printer, to determine the
printing size and construction direction of the frameworks.
4. Preparing the machine and packing the Cr-Co powder (Scheftner-
Germany) needed for the printing process.
5. Building (start printing): in this step the machine built the
frameworks automatically.
6. Removal: removing the printed partial framework from the machine
with following the safety precautions to avoid injury.
7. Post-treatment: this included wiping away some of the powder
residue and cleaning the printed framework to remove the backings;
therefore, the object should be handled with care.
Thus, the removable partial framework was fabricated using SLM
method.
The method used to fabricate the removable partial framework
from PEEK using Milling method was as follows:
It follows the same stages used in fabricating the Cr-Co framework
with SLM technique, where in the third stage the printing file
was transferred to the 3D printer Roland-Dw510, and the printer
sculpted the PEEK block (China�-PEEK) that was installed in
the place designated for it, and thus the removable partial denture
framework was fabricated from PEEK using Milling method [2].
The method of studying the accuracy of major connector:
A similar method to Rantanen et al 1986 [25] and Aljammal 2013
[26] was used to check the fit accuracy of the major connector for
upper removable partial denture frameworks at the stage where
the final model was obtained.
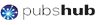
The middle line of the palatine dome is drawn on the master
model, and a flexible numbered plastic piece with 1 cm wide and 2
cm long is placed at a distance of 5 mm from the back edge of the
framework, so that it applies to the palatine dome, and its center
line applies to the center line of the palatine dome. Then six
points were drawn by a pencil: a point at each corner of the plastic
piece, and a middle point on each side at a distance of 1 cm from
the points at the corners of the piece as in the Figure (1-A). After
that, six fosses corresponding to the six points were drilled with
a depth of approximately 0.5 mm using a metal bur (HM 1SQL,
Bego, Germany) with a diameter of 0.8 mm as in Figure (1-B).
Then the metal framework was fabricated from Cr-Co alloys, with
a palatine lamina of about 0.5 mm thickness. This thickness was
used by many researchers to make the palatine lamina of the Cr-
Co alloys [27-29]. The manufacturer�s instructions were followed
during the processes of coating, casting and finishing.
Then the final gypsum model was scanned to design the frameworks
of the frameworks fabricated from PEEK using Milling
technique and Cr-Co frameworks fabricated using SLM technique
after drilling fosses on the models. The models were then immersed
in water for 10 minutes, and dried with napkins. After
that, a quantity of polyvinylsiloxane (Hydrorise Extra Light Body,
Zhermack, Italy) was injected on the inner surface of the frameworks
using the injector (Ivoclar). Each one was placed on its own
model, making sure that the spurs and clasps were correctly in
place. Then a pressing with the thumb was done in the center of
the palatal dome until the soft rubber was completely hardened,
as shown in Figure (1-C-D-E). Then the framework was taken
from the model.
A piece of polyvinyl siloxane was cut using a sharp scalpel (Maped)
around the impressions of the six fosses. Then a precise cut using
a scalpel and a metal ruler was made to the piece containing the
six fosses depending on the six fosses where the cutting line was
tangent to the outer boundaries of the impressions of the fosses.
The cutting rubber lamina was kept in a closed container, and
then weighed using a sensitive electronic balance (Sartorius, AG
Gottingen, Germany) as shown in Figure (1-F).
Results
The one-way ANOVA test was conducted to study the significance
of the differences in the average weights of rubber laminas
between the group of frameworks fabricated from Cr-Co alloys
using SLM technique, the group of those fabricated from Cr-Co
alloys using CS technique, and the group of those fabricated from
PEEK using Milling technique for the samples of fit accuracy
study. The results were as in Table 1:
The table shows the results of one-way ANOVA, from which we
conclude that there are statistically significant differences in the
average weight of the rubber lamina in the studied sample of the
fit accuracy of the removable partial framework, where the value
of f is 40.418 with a probability value of 0.000 (less than 0.05),
and it is statistically significant. In addition,the table shows that
the largest gap is in the group of frameworks fabricated from
Cr-Co alloys using SLM technique, followed by frameworks fabricated
from Cr-Co alloys using CS technique, then the group of
frameworks fabricated from PEEK using Milling technique. Table
(2) shows the results of the Tukey dimensional comparison test:
It is clear from Table (2) that the reason for the statistically significant
differences in the weight of the rubber lamina in the sample of the fit accuracy study is due to the difference between the
group of Cr-Co structures fabricated by SLM technique and the
group of PEEK framework fabricated using Milling technique
with a significant difference of 0.09410, and a significant difference
of 0.06064 for the group Cr-Co frameworks fabricated using
CS technique, where the P value was 0.000 (less than 0.05). While
the significant difference between the group of Cr-Co structures
fabricated by CS technique and the group of PEEK frameworks
fabricated using Milling technique is 0.03346, where the P value
was 0.021 (less than 0.05).
According to the above-mentioned study, the research hypothesis
is accepted, which states that there are statistically significant differences
in the average weight of the rubber lamina (in grams) on
the gypsum model between the group of frameworks fabricated
from Cr-Co alloys using SLM technique, the group of frameworks
fabricated from Cr-Co alloys using CS technique, and the
group of frameworks fabricated from PEEK using Milling technique
in the sample of the accuracy study. The best accuracy is in
the PEEK group using Milling technique, followed by the Cr-Co
group using CS technique, followed by the Cr-Co group using
SLM technique as in Figure (2):

Figure 1.
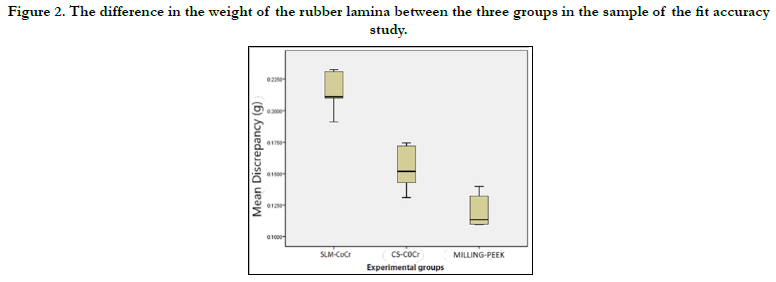

Figure 2. The difference in the weight of the rubber lamina between the three groups in the sample of the fit accuracy study.
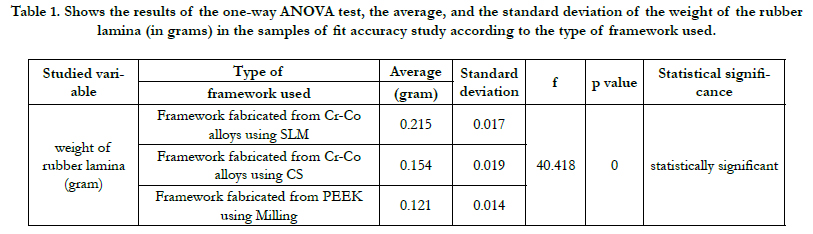

Table 1. Shows the results of the one-way ANOVA test, the average, and the standard deviation of the weight of the rubber lamina (in grams) in the samples of fit accuracy study according to the type of framework used.
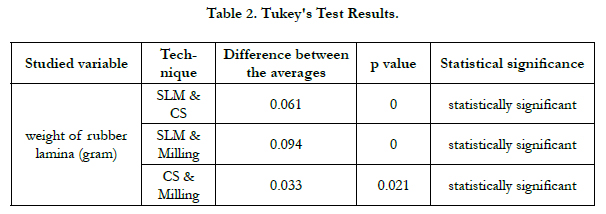
Table 2. Tukey's Test Results.
Discussion
In this study, Kennedy Class I upper removable partial denture
frameworks were fabricated using three different methods: Casting
method, Selective Laser Melting method, and Milling method.
Then the fit accuracy of the frameworks applied to the gypsum
models was evaluated through injecting PVS between the framework
and the gypsum model.Br/>
The results of the study shows that there is a clear difference
in the fit accuracy between the three groups, and thus the null
hypothesis is rejected. The largest gaps were in the Cr-Co frameworks
using SLM technique, where the average weight of PVS
was 0.215100, followed by the gaps in the structures of Cr-Co
frameworks fabricated using CS technique, where the average
weight of PVS was 0.154460, while the least gaps were found in
the group of frameworks fabricated from PEEK using Milling
technique, where the average weight of PVS was 0.121000, and
thus this technique achieved the best fit to gypsum models. The explanation for the large gaps in Cr-Co frameworks fabricated
using SLM technique is due to the presence of a large area for
the palatine lamina (the basal lamina), as there are large fluctuations
in temperature in a short time, and this causes high thermal
stresses that in turn cause residual pressures and lead to shrinkage
of the palatine lamina and this shrinkage affects the fit accuracy
of fabricated frameworks [30].Br/>
There are also other factors that affect the accuracy: the laser
beam diameter; the speed of scanning; the thickness of the powder;
and the angle of construction [31]. Thereby, it is necessary to
conduct more research to obtain the best values for these factors
because of the importance of their impact on accuracy. In addition,
the material used in taking the impression and casting the
gypsum model and scanning by the scanner plays an important
role in accuracy.Br/>
As for the frameworks fabricated using CS casting method although
there is a human error because the manufacturing process
is done manually in addition to the effect of metal expansion and
contraction, the removable partial frameworks fabricated from
PEEK using Milling technique achieved the least gap as it is done
in one step and does not require the trimming and finishing operations
that are needed in the previous two methods.Br/>
Although there is a statistically significant difference in the average
weight of PVS between the three groups, it may have no clinical
significance because the oral mucosa and gingival tissue have a
degree of flexibility that compensates for the gap [31].Br/>
This study agreed with the study of Chen et al. in 2019 [31] where
it was found that the removable partial denture frameworks of
Kennedy class I fabricated using CS casting technique have fewer
gaps than those fabricated using SLM technique, and this was explained
by the shrinkage of the palatine lamina accompanying the
SLM process. While it was found in Kennedy class III, the gap in
SLM technique was less than that in CS. On the other hand, Ye H
et al. 2017 [32] also compared the fit accuracy of the removable
partial denture frameworks fabricated using SLM technique with
those fabricated using CS casting technique for different Kennedy
classes by PVS. It was found that the gaps in the frameworks
fabricated using CS casting technique are less than those of the
frameworks fabricated using the SLM technique. Furthermore,
our study agreed with Wang 2018 [33], where it was found that
the removable partial frameworks fabricated from PEEK material
using Milling technique had a better fit accuracy than the frameworks
of Cr-Co fabricated using CS technique.
Conclusion
Based on the results of this study, the following conclusions were
drawn:
1- The fit accuracy of the removable partial frameworks fabricated
from PEEK using Milling technique was better compared
of the removable partial frameworks fabricated from Co-Cr using
SLM and CS techniques.
2- The removable partial denture frameworks fabricated using
SLM technique were the least fit.
3- Cr-Co frameworks fabricated using SLM and CS techniques
were less accurate compared to frameworks fabricated from
PEEK using Milling technique. This was due to the deformation
(shrinkage) of the metal accompanying the fabricated process.
References
-
[1]. Sclar A. Ridge preservation for optimum esthetics and function. The Bio-Col
technique. Postgrad Dent. 1999;6(1):3-11.
[2]. Lekovic V, Camargo PM, Klokkevold PR, Weinlaender M, Kenney EB, Dimitrijevic B, Nedic M. Preservation of alveolar bone in extraction sockets using bioabsorbable membranes. Journal of periodontology. 1998 Sep;69(9):1044-9.Pubmed PMID:9776033.
[3]. Aimetti M, Romano F, Griga FB, Godio L. Clinical and histologic healing of human extraction sockets filled with calcium sulfate. International Journal of Oral & Maxillofacial Implants. 2009 Oct 1;24(5). PubmedPMID: 19865631.
[4]. Van der Weijden F, Dell'Acqua F, Slot DE. Alveolar bone dimensional changes of post-extraction sockets in humans: a systematic review. Journal of clinical periodontology. 2009 Dec;36(12):1048-58.
[5]. Sclar AG. The Bio-Col Technique. In: Soft Tissue and Esthetic Considerations in Implant Therapy. Carol Stream, IL: Quintessence Publishing Co., 2003:75-112.
[6]. Norton MR, Wilson J. Dental implants placed in extraction sites implanted with bioactive glass: human histology and clinical outcome. International Journal of Oral & Maxillofacial Implants. 2002 Mar 1;17(2).
[7]. Tonetti, MS, Hammerle, CH. European Workshop on Periodontology Group C. Advances in bone augmentation to enable dental implant placement: Consensus Report of the Sixth European Workshop on Periodontology. Journal of Clinical periodontology., 2008; 35(Suppl): 168�172. PubmedPMID: 18724849.
[8]. Chen, ST,Buser, D. Clinical and esthetic outcomes of implants placed in postextraction sites. The International Journal of Oral & Maxillofacial Implants., 2009 ;24(Suppl): 186�217. PubmedPMID:19885446.
[9]. Dohan DM, Choukroun J, Diss A, DohanSL, Dohan AJ, Mouhyi J, et al.Platelet-rich fibrin (PRF): a second-generation platelet concentrate. Part I: technological concepts and evolution. Oral Surg Oral Med Oral Pathol Oral RadiolEndod., 2006; 101:e37-44. PubmedPMID:16504849.
[10]. Wang HL, Kiyonobu K, Neiva RF. Socket augmentation: rationale and technique. Implant Dentistry. 2004 Dec 1;13(4):286-96.
[11]. Gupta D, Gundannavar G, Chinni DD, Alampalli RV. Ridge Preservation done ImmediatelyfollowingExtraction using Bovine Bone Graft, Collagen Plugand Collagen Membrane. International Journal of Oral Implantology and Clinical Research. 2012 Jan 1;3(1):8-16.
[12]. Sabelman EE. Biology, biotechnology and biocompatibility of collagen. Biocompatibility of tissue analogs. 1985:21-66.
[13]. Postlethwaite AE, Seyer JM, Kang AH. Chemotactic attraction of human fibroblasts to type I, II, and III collagens and collagen-derived peptides. Proceedings of the National Academy of Sciences. 1978 Feb 1;75(2):871-5. [14]. Sakka S, Coulthard P. Bone quality: a reality for the process of osseointegration. Implant dentistry. 2009 Dec 1;18(6):480-5. Pubmed PMID: 20009601.
[15]. Dohan DM, Choukroun J, Diss A, Dohan SL, Dohan AJ, Mouhyi J, et al. Platelet-rich fibrin (PRF): a second-generation platelet concentrate. Part II: platelet-related biologic features. Oral Surgery, Oral Medicine, Oral Pathology, Oral Radiology, and Endodontology. 2006 Mar 1;101(3):e45-50.
[16]. Inchingolo F, Tatullo M, Marrelli M, Inchingolo AM, Scacco S, Inchingolo AD, et al. Trial with Platelet-Rich Fibrin and Bio-Oss used as grafting materials in the treatment of the severe maxillar bone atrophy: clinical and radiological evaluations. Eur Rev Med Pharmacol Sci. 2010 Dec 1;14(12):1075- 84.
[17]. Schwartz-Arad D, Chaushu G. The ways and wherefores of immediate placement of implants into fresh extraction sites: a literature review. Journal of periodontology. 1997 Oct;68(10):915-23.
[18]. Iyer S, Weiss C, Mehta A. Effects of drill speed on heat production and the rate and quality of bone formation in dental implant osteotomies. Part I: Relationship between drill speed and heat production. Int J Prosthodont. 1997; 10:411�414. Pubmed PMID:9495159.
[19]. Iyer S, Weiss C, Mehta A. Effects of drill speed on heat production and the rate and quality of bone formation in dental implant osteotomies. Part II: Relationship between drill speed and healing. Int J Prosthodont., 1997; 10:536�540. Pubmed PMID:9495174.
[20]. Tehemar S. Factors affecting heat generation during implant site preparation: a review of biologic observations and future considerations. Int J Oral MaxillofacImplants., 1999; 14:127�136. Pubmed PMID:10074763.
[21]. Garg AK. The use of osteotomes: a viable alternative to traditional drilling. Dent Implantol Update. 2002; 13:33-40. Pubmed PMID:12060956.
[22]. Saadoun AP, Le Gall MG.Implant site preparation with osteotomes: principles and clinical application. Pract Periodontics Aesthet Dent. Jun-Jul 1996;8(5):453-63.Pubmed PMID:9028267.
[23]. Yin XM, Dai JX, Wang XH, Xu DC, Zhong SZ. Observation of blood supplies system to mandible in transparent specimen. Shanghai kouqiangyixue= Shanghai journal of stomatology. 2003 Aug 1;12(4):266-8.
[24]. Hahn J. Clinical uses of osteotomes. Journal of Oral Implantology. 1999 Jan;25(1):23-9.